



- 液位儀表系列
- 流量儀表系列
- 物位儀表系列
- 壓力/液位/差壓/密度變送器
- 液位/溫度/壓力/流量-報警儀
- PLC/DCS自動化控制監控系統
- GPRS無線遠傳裝置
- 物位儀表系列
- 有紙/無紙記錄儀系列
- 溫度儀表系列
- 分析儀|檢測儀|校驗儀系列

電話:86 0517-86917118
傳真:86 0517-86899586
銷售經理:1560-1403-222 (丁經理)
??? ? ? ? 139-1518-1149 (袁經理)
業務QQ:2942808253 / 762657048
網址:http://www.jianchunqp.cn
 ??
??


簡介一種基于Modbus協議的流量計數據回寫操作方法
一、Modbus協議
Modbus協議是一種**應用于電子控制器上的通用工業標準。無需許可證費用;支持多種電氣接口(如RS232、RS485等);消息幀結構簡單易用。這些特點使得它成為很多流量儀表設備的通用配置。基于Modbus協議,多個電子設備可以連成網絡,方便可靠地互相通信。1個控制器作為主機,可以多支持247個從設備,加入網絡中的從設備以不同的設備地址加以區分。主機發送請求命令給指定地址的從設備,從設備應答,從而完成控制器對設備的操作。
二、流量檢定裝置檢測流量計流程
流量檢定裝置的流程一般為設定被檢流量計的各項參數和檢定流量點,然后對設置的流量點逐點重復檢測流量計。對某一個流量點來說,先調節流量,穩定后,再開始檢測。一次測量過程中,通過電子秤示值(質量法)或者標準表累積流量(標準表法)采集測量中的標準值,通過被檢流量計的脈沖數(脈沖信號輸出)或者平均電流(電流信號輸出)采集測量中的測量值,來計算該次測量的誤差。多次重復檢測,獲得該流量點的平均誤差和重復性數據。每個流量點的檢測數據,組成該流量計的檢測數據。
對于流量計生產企業來說,往往需要在完成初次檢測后,將檢測得到的K系數,通過流量計自帶的Modbus協議回寫到流量計設定的寄存器中。回寫的K系數,可以是固定一個流量點(比如滿量程的75%)對應的K值,也可以是多個流量點的K值組合(每個流量點對應一個K值)。加上一些其他的出廠配置項目,完成流量計的出廠檢測和設置。以前的工廠模式中,這些工作都需要操作人員人工逐一操作流量計上的按鍵來完成,費時費力,還容易出錯。
三、流量計回寫實現方法
目前多數流量計都已配備Modbus通信協議,在傳統流量計檢定裝置基礎上,通過增加一個RS232-485轉換模塊,工控機上控制軟件增加一路串口,同時做好回寫操作的同步控制,就可以直接支持對流量計進行回寫操作。
圖1就是在傳統流量計檢定裝置結構圖的基礎上,增加流量計回寫功能的圖示。紅色的部分,就是新增加的回寫通道。
根據Modbus協議,一個主機多可以支持247個從設備,各從設備以不同的設備地址加以區分。只要接入系統中的被檢流量計設置成不同的Modbus設備地址,工控電腦就可以逐個訪問被檢流量計,完成設定的各項操作。
在實際操作中,生產好的流量計默認的設備地址都是某一個值(比如1)。如果采用圖1的網絡結構,就需人工先將接入網絡的各個流量計的Modbus地址設置成不同的值,如果多個設備具有同一個地址,則圖1的網絡是無法完成多個設備的回寫操作的。
圖2是一種改進的結構。通過增加一個繼電器切換模塊,可以在某一時刻,只接通多個流量計中的某一個,這樣具有相同Modbus地址的設備,就可通過分時復用的方式和工控電腦通信。
由于實際操作中,串口回寫操作非常快,即使是分時復用的方式操作各個流量計,完成全部流量計的回寫,也是數秒之內就能完成。
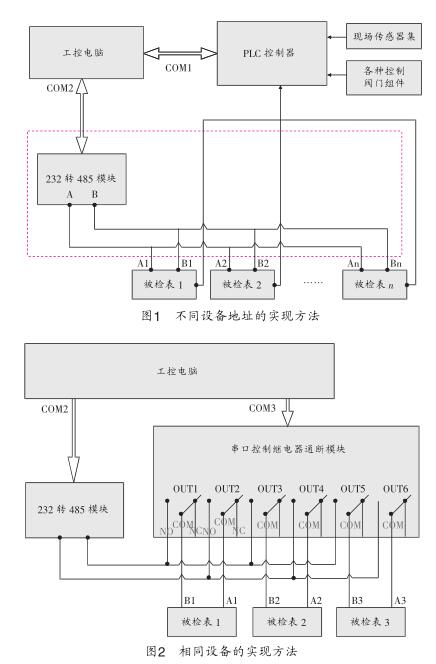
在圖2的結構中,工控機通過2個串口的協同工作,來實現對被檢流量計的讀寫操作。其中COM1負責讀寫流量計;COM2負責在某一時刻,接通某一路被檢流量計的485信號線。工控機的串口通過一個RS232-485模塊,引出的兩根485數據線,分別并聯到6路繼電器的3路上的NO端子(A接到OUT2、OUT4、OUT6的NO端子,B接到OUT1、OUT3、OUT5的NO端子)上。而3路被檢流量計,每路流量計占用2路繼電器。
以被檢表1為例。繼電器斷開狀態下,流量計的485信號線(A1、B1)和工控機的485信號線(A、B)是斷開的。
當需對被檢表1進行讀寫操作之前,工控機通過COM2給繼電器發送切換命令(也是Modbus協議),繼電器收到命令后,OUT1和OUT2吸合(OUT3、OUT4、OUT5和OUT6仍然保持斷開),這時A和A1、B和B1就處于接通狀態,工控機通過COM1發送讀寫命令,被檢表1可以收到命令并給出響應。
對被檢表2和被檢表3,過程也是類似的。當被檢表1操作完成后,工控機通過COM2給繼電器模塊發命令,切換到OUT3和OUT4吸合,這時A2和A、B2和B處于接通狀態,工控機可以對被檢表2進行讀寫操作。被檢表2處理完成后,切換到被檢表3進行類似的操作。
由此可見,整個系統要順利完成下去,要求工控電腦做好COM1和COM2兩個串口讀寫操作的同步工作。
四、應用軟件操作界面
基于上面的方法,在上位機軟件中,可以方便地對接入網絡中的被檢表做各種設置。通過參數設置菜單,打開修改流量出廠設置對話框,設置需要配置的參數,然后確認,上位機軟件就會把設定的信息,逐個回寫到選擇的被檢流量計中。
基于Modbus協議的流量計回寫操作,方便了流量計生產企業在產品出廠前進行相關參數的設置,提高了生產效率,是一種值得推廣應用的方法。
(本文由潤中儀表科技整理發布,如您在使用儀表的過程中遇到任何問題,都可以致電我司的國內銷售服務熱線:0517-86917118,我們會有**人員為您答疑解惑)
上一條:保證渦輪流量計傳感器的靈敏度幾個要領
下一條:淺析金屬管轉子流量計測量過程中產生的故障現象及相應解決策略


- 相關文章
-
- 雷達液位計安裝位置要求 【2025-06-24】
- 雷達料位計不準怎么處理 【2025-06-11】
- 雷達物位計日常維護有哪些值得注意的事項 【2025-06-02】
- 金屬管浮子流量計安裝時,有哪些注意事項? 【2025-05-07】
- 儀器儀表市場融入電子商務,將成為未來發展趨勢 【2017-07-29】
- 電磁流量計傳感器的不當安裝導致測量精度下降及解決方案 【2015-06-16】
- 簡析在鍋爐送風流量測量中旋進旋渦流量計的實際應用 【2015-05-21】
- 渦輪流量計廠家潤中儀表對于儀表選型與使用的技術指導 【2018-02-05】
- 淺析采油廠流量計在選型時需要考慮的五個方面因素 【2017-01-16】
- 智能電磁流量計是測量水泥漿和煤漿流量好的選擇 【2015-01-13】